





EAF LF Smelting Steel HP350 14inch ਲਈ ਹਾਈ ਪਾਵਰ ਗ੍ਰੇਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡ




ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰ
| ਪੈਰਾਮੀਟਰ | ਭਾਗ | ਯੂਨਿਟ | HP 350mm(14”) ਡਾਟਾ |
| ਨਾਮਾਤਰ ਵਿਆਸ | ਇਲੈਕਟ੍ਰੋਡ | ਮਿਲੀਮੀਟਰ (ਇੰਚ) | 350(14) |
| ਅਧਿਕਤਮ ਵਿਆਸ | mm | 358 | |
| ਘੱਟੋ-ਘੱਟ ਵਿਆਸ | mm | 352 | |
| ਨਾਮਾਤਰ ਲੰਬਾਈ | mm | 1600/1800 | |
| ਅਧਿਕਤਮ ਲੰਬਾਈ | mm | 1700/1900 | |
| ਘੱਟੋ-ਘੱਟ ਲੰਬਾਈ | mm | 1500/1700 | |
| ਮੌਜੂਦਾ ਘਣਤਾ | KA/ਸੈ.ਮੀ2 | 17-24 | |
| ਮੌਜੂਦਾ ਢੋਣ ਦੀ ਸਮਰੱਥਾ | A | 17400-24000 ਹੈ | |
| ਖਾਸ ਵਿਰੋਧ | ਇਲੈਕਟ੍ਰੋਡ | μΩm | 5.2-6.5 |
| ਨਿੱਪਲ | 3.5-4.5 | ||
| ਲਚਕਦਾਰ ਤਾਕਤ | ਇਲੈਕਟ੍ਰੋਡ | ਐਮ.ਪੀ.ਏ | ≥11.0 |
| ਨਿੱਪਲ | ≥20.0 | ||
| ਯੰਗ ਦਾ ਮਾਡਿਊਲਸ | ਇਲੈਕਟ੍ਰੋਡ | ਜੀ.ਪੀ.ਏ | ≤12.0 |
| ਨਿੱਪਲ | ≤15.0 | ||
| ਬਲਕ ਘਣਤਾ | ਇਲੈਕਟ੍ਰੋਡ | g/cm3 | 1.68-1.72 |
| ਨਿੱਪਲ | 1.78-1.84 | ||
| ਸੀ.ਟੀ.ਈ | ਇਲੈਕਟ੍ਰੋਡ | ×10-6/℃ | ≤2.0 |
| ਨਿੱਪਲ | ≤1.8 | ||
| ਐਸ਼ ਸਮੱਗਰੀ | ਇਲੈਕਟ੍ਰੋਡ | % | ≤0.2 |
| ਨਿੱਪਲ | ≤0.2 |
ਨੋਟ: ਮਾਪ 'ਤੇ ਕੋਈ ਖਾਸ ਲੋੜ ਦੀ ਪੇਸ਼ਕਸ਼ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
ਨਿੱਪਲ ਇੰਸਟਾਲੇਸ਼ਨ ਲਈ ਨਿਰਦੇਸ਼
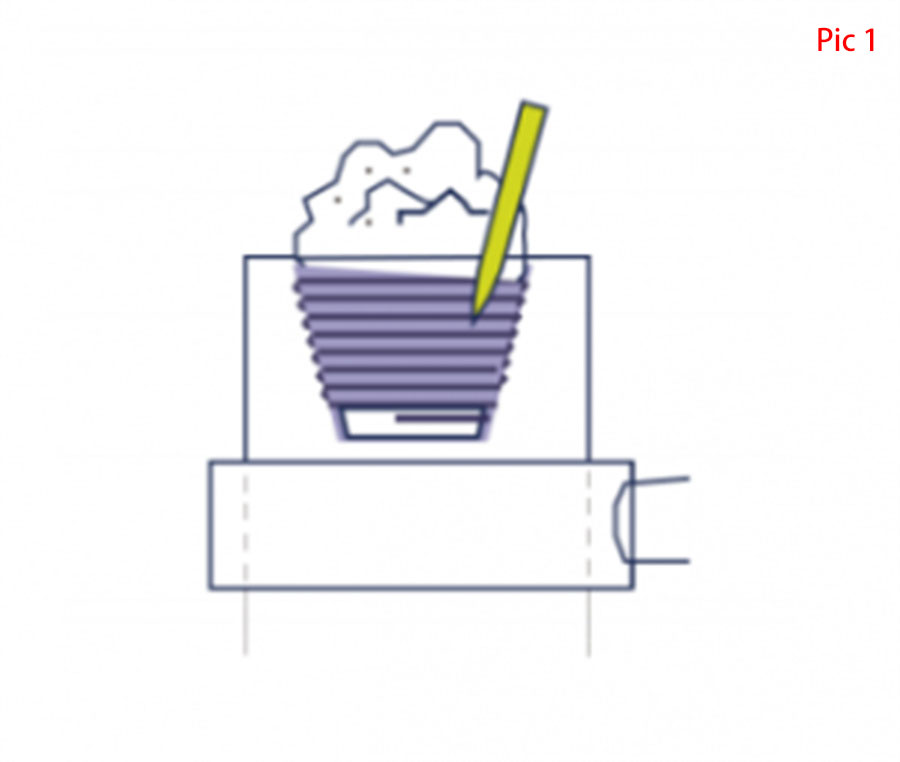
1. ਗ੍ਰੇਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡ ਨਿੱਪਲ ਨੂੰ ਸਥਾਪਿਤ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਕੰਪਰੈੱਸਡ ਹਵਾ ਨਾਲ ਇਲੈਕਟ੍ਰੋਡ ਅਤੇ ਨਿੱਪਲ ਦੀ ਸਤ੍ਹਾ ਅਤੇ ਸਾਕਟ 'ਤੇ ਧੂੜ ਅਤੇ ਗੰਦਗੀ ਨੂੰ ਸਾਫ਼ ਕਰੋ; (ਤਸਵੀਰ 1 ਦੇਖੋ)
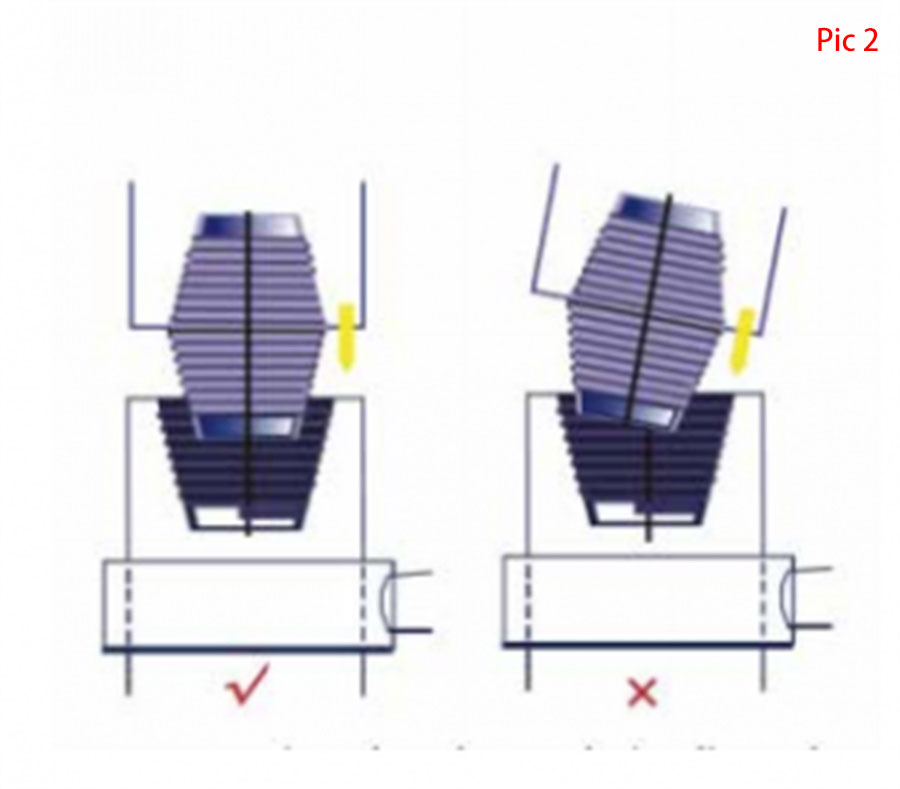
2. ਗ੍ਰੈਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡ ਨਿੱਪਲ ਦੀ ਵਿਚਕਾਰਲੀ ਲਾਈਨ ਨੂੰ ਦੋ ਟੁਕੜਿਆਂ ਗ੍ਰੇਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡ ਜੋੜਾਂ ਦੇ ਦੌਰਾਨ ਇਕਸਾਰ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ; (ਤਸਵੀਰ 2 ਦੇਖੋ)
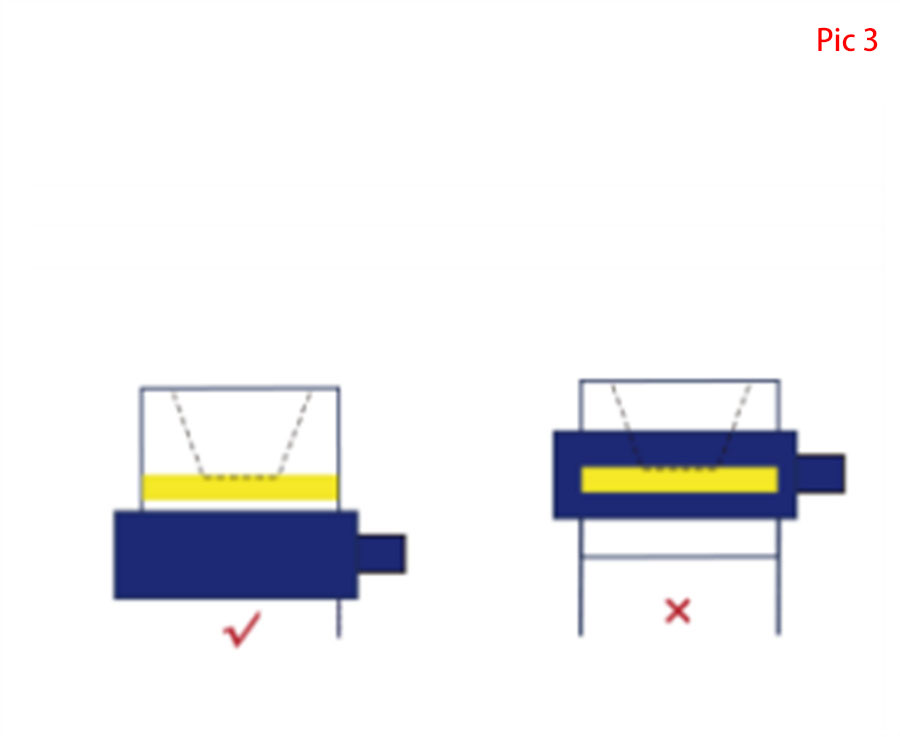
3. ਇਲੈਕਟ੍ਰੋਡ ਕਲੈਪਰ ਨੂੰ ਸਹੀ ਸਥਿਤੀ 'ਤੇ ਫੜਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ: ਉੱਚੇ ਸਿਰੇ ਦੀਆਂ ਸੁਰੱਖਿਆ ਲਾਈਨਾਂ ਦੇ ਬਾਹਰ; (ਤਸਵੀਰ 3 ਦੇਖੋ)
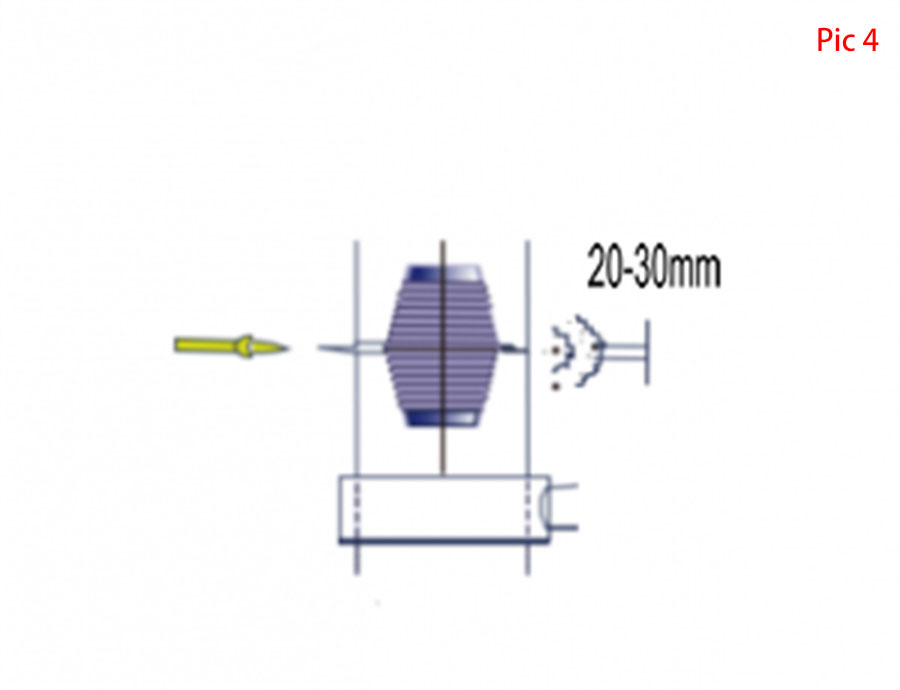
4. ਨਿੱਪਲ ਨੂੰ ਕੱਸਣ ਤੋਂ ਪਹਿਲਾਂ, ਨਿਪਲ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਧੂੜ ਜਾਂ ਗੰਦੇ ਤੋਂ ਬਿਨਾਂ ਸਾਫ਼ ਕਰੋ। (ਤਸਵੀਰ 4 ਦੇਖੋ)
ਟਰਾਂਸਪੋਰਟ ਅਤੇ ਸਟੋਰ ਕਰਨ ਲਈ ਸਿਫ਼ਾਰਸ਼ੀ ਦਿਸ਼ਾ-ਨਿਰਦੇਸ਼
1. ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਝੁਕਣ ਅਤੇ ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਤੋੜਨ ਕਾਰਨ ਫਿਸਲਣ ਨੂੰ ਰੋਕਣ ਲਈ ਧਿਆਨ ਨਾਲ ਕੰਮ ਕਰੋ;
2.ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਅੰਤ ਦੀ ਸਤ੍ਹਾ ਅਤੇ ਇਲੈਕਟ੍ਰੋਡ ਥਰਿੱਡ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਕਿਰਪਾ ਕਰਕੇ ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਲੋਹੇ ਦੇ ਹੁੱਕ ਨਾਲ ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਹੁੱਕ ਨਾ ਕਰੋ;
3. ਲੋਡ ਅਤੇ ਅਨਲੋਡ ਕਰਦੇ ਸਮੇਂ ਜੋੜਾਂ ਨੂੰ ਮਾਰਨ ਅਤੇ ਧਾਗੇ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਣ ਤੋਂ ਰੋਕਣ ਲਈ ਇਸਨੂੰ ਹਲਕੇ ਢੰਗ ਨਾਲ ਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ;
4. ਇਲੈਕਟ੍ਰੋਡ ਅਤੇ ਜੋੜਾਂ ਨੂੰ ਸਿੱਧੇ ਜ਼ਮੀਨ 'ਤੇ ਢੇਰ ਨਾ ਕਰੋ, ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਰੋਕਣ ਲਈ ਲੱਕੜ ਜਾਂ ਲੋਹੇ ਦੇ ਫਰੇਮ 'ਤੇ ਲਗਾਉਣਾ ਚਾਹੀਦਾ ਹੈ ਜਾਂ ਮਿੱਟੀ ਨਾਲ ਚਿਪਕਣਾ ਚਾਹੀਦਾ ਹੈ, ਧੂੜ, ਮਲਬੇ ਨੂੰ ਡਿੱਗਣ ਤੋਂ ਰੋਕਣ ਲਈ ਵਰਤੋਂ ਤੋਂ ਪਹਿਲਾਂ ਪੈਕੇਜਿੰਗ ਨੂੰ ਨਾ ਹਟਾਓ। ਥਰਿੱਡ ਜਾਂ ਇਲੈਕਟ੍ਰੋਡ ਮੋਰੀ 'ਤੇ;
5. ਇਲੈਕਟਰੋਡਸ ਨੂੰ ਵੇਅਰਹਾਊਸ ਵਿੱਚ ਸਾਫ਼-ਸੁਥਰਾ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਸਟੈਕ ਦੇ ਦੋਵੇਂ ਪਾਸਿਆਂ ਨੂੰ ਸਲਾਈਡਿੰਗ ਨੂੰ ਰੋਕਣ ਲਈ ਪੈਡ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਇਲੈਕਟ੍ਰੋਡ ਦੀ ਸਟੈਕਿੰਗ ਉਚਾਈ ਆਮ ਤੌਰ 'ਤੇ 2 ਮੀਟਰ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੁੰਦੀ ਹੈ;
6.ਸਟੋਰੇਜ ਇਲੈਕਟ੍ਰੋਡਜ਼ ਨੂੰ ਬਾਰਿਸ਼ ਅਤੇ ਨਮੀ-ਸਬੂਤ ਵੱਲ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ। ਸਟੀਲ ਬਣਾਉਣ ਦੌਰਾਨ ਦਰਾੜ ਅਤੇ ਆਕਸੀਕਰਨ ਦੇ ਵਾਧੇ ਤੋਂ ਬਚਣ ਲਈ ਵਰਤਣ ਤੋਂ ਪਹਿਲਾਂ ਗਿੱਲੇ ਇਲੈਕਟ੍ਰੋਡਾਂ ਨੂੰ ਸੁਕਾਉਣਾ ਚਾਹੀਦਾ ਹੈ;
7. ਉੱਚ ਤਾਪਮਾਨ ਨੂੰ ਸੰਯੁਕਤ ਬੋਲਟ ਨੂੰ ਪਿਘਲਣ ਤੋਂ ਰੋਕਣ ਲਈ ਇਲੈਕਟ੍ਰੋਡ ਕਨੈਕਟਰ ਨੂੰ ਉੱਚ ਤਾਪਮਾਨ ਦੇ ਨੇੜੇ ਨਾ ਰੱਖੋ।
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
-

HP24 ਗ੍ਰੇਫਾਈਟ ਕਾਰਬਨ ਇਲੈਕਟ੍ਰੋਡਸ Dia 600mm ਇਲੈਕਟ੍ਰੋਡ...
ਟੈਕਨੀਕਲ ਪੈਰਾਮੀਟਰ ਪੈਰਾਮੀਟਰ ਪਾਰਟ ਯੂਨਿਟ HP 600mm(24”) ਡਾਟਾ ਨਾਮਾਤਰ ਵਿਆਸ ਇਲੈਕਟਰੋਡ mm(ਇੰਚ) 600 ਅਧਿਕਤਮ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 613 ਮਿਨ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 607 ਨਾਮਾਤਰ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 2200/2700 ਅਧਿਕਤਮ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 2300/2800 ਮਿ.ਮੀ. KA/cm2 13-21 ਵਰਤਮਾਨ ਕੈਰੀਿੰਗ ਸਮਰੱਥਾ A 38000-58000 ਖਾਸ ਪ੍ਰਤੀਰੋਧ ਇਲੈਕਟ੍ਰੋਡ μΩm 5.2-6.5 ਨਿੱਪਲ 3.2-4.3 ਫਲੈਕਸਰਲ ਸ...
-

ਉੱਚ ਸ਼ਕਤੀ ਬਣਾਉਣ ਵਾਲੇ ਸਟੀਲ ਲਈ ਗ੍ਰੇਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡਸ...
ਟੈਕਨੀਕਲ ਪੈਰਾਮੀਟਰ ਪੈਰਾਮੀਟਰ ਪਾਰਟ ਯੂਨਿਟ HP 400mm(16”) ਡਾਟਾ ਨਾਮਾਤਰ ਵਿਆਸ ਇਲੈਕਟ੍ਰੋਡ mm(ਇੰਚ) 400 ਅਧਿਕਤਮ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 409 ਮਿਨ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 403 ਨਾਮਾਤਰ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1600/1800 ਅਧਿਕਤਮ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1700/19001 ਮਿ.ਮੀ. KA/cm2 16-24 ਵਰਤਮਾਨ ਕੈਰੀਿੰਗ ਸਮਰੱਥਾ A 21000-31000 ਖਾਸ ਪ੍ਰਤੀਰੋਧ ਇਲੈਕਟ੍ਰੋਡ μΩm 5.2-6.5 ਨਿੱਪਲ 3.5-4.5 ਫਲੈਕਸਰਲ ਸ...
-

ਇਲੈਕਟ੍ਰੋਲਾਈਸਿਸ HP 450mm 18 ਵਿੱਚ ਗ੍ਰੈਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡਸ...
ਟੈਕਨੀਕਲ ਪੈਰਾਮੀਟਰ ਪੈਰਾਮੀਟਰ ਪਾਰਟ ਯੂਨਿਟ HP 450mm(18”) ਡਾਟਾ ਨਾਮਾਤਰ ਵਿਆਸ ਇਲੈਕਟ੍ਰੋਡ ਮਿਲੀਮੀਟਰ (ਇੰਚ) 450 ਅਧਿਕਤਮ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 460 ਮਿਨ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 454 ਨਾਮਾਤਰ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1800/2400 ਅਧਿਕਤਮ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1900/2500 ਮਿ.ਮੀ. KA/cm2 15-24 ਵਰਤਮਾਨ ਕੈਰੀਿੰਗ ਸਮਰੱਥਾ A 25000-40000 ਖਾਸ ਪ੍ਰਤੀਰੋਧ ਇਲੈਕਟ੍ਰੋਡ μΩm 5.2-6.5 ਨਿੱਪਲ 3.5-4.5 ਫਲੈਕਸਰਲ ਸ...
-

ਚੀਨ ਵਿੱਚ ਗ੍ਰੇਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡ ਨਿਰਮਾਤਾ HP500...
ਟੈਕਨੀਕਲ ਪੈਰਾਮੀਟਰ ਪੈਰਾਮੀਟਰ ਪਾਰਟ ਯੂਨਿਟ HP 500mm(20”) ਡਾਟਾ ਨਾਮਾਤਰ ਵਿਆਸ ਇਲੈਕਟ੍ਰੋਡ mm(ਇੰਚ) 500 ਅਧਿਕਤਮ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 511 ਮਿੰਟ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 505 ਨਾਮਾਤਰ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1800/2400 ਅਧਿਕਤਮ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1900/2500 ਮਿ.ਮੀ. KA/cm2 15-24 ਵਰਤਮਾਨ ਕੈਰੀਿੰਗ ਸਮਰੱਥਾ A 30000-48000 ਖਾਸ ਪ੍ਰਤੀਰੋਧ ਇਲੈਕਟ੍ਰੋਡ μΩm 5.2-6.5 ਨਿੱਪਲ 3.5-4.5 ਫਲੈਕਸਰਲ ...
-

ਇਲੈਕਟ੍ਰਿਕ ਆਰਕ ਫਰਨੇਸ ਗ੍ਰੇਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡਸ HP550m...
ਟੈਕਨੀਕਲ ਪੈਰਾਮੀਟਰ ਪੈਰਾਮੀਟਰ ਪਾਰਟ ਯੂਨਿਟ HP 550mm(22”) ਡਾਟਾ ਨਾਮਾਤਰ ਵਿਆਸ ਇਲੈਕਟ੍ਰੋਡ mm(ਇੰਚ) 550 ਅਧਿਕਤਮ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 562 ਮਿਨ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 556 ਨਾਮਾਤਰ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1800/2400 ਅਧਿਕਤਮ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1900/2500 ਮਿ.ਮੀ. KA/cm2 14-22 ਵਰਤਮਾਨ ਕੈਰੀਿੰਗ ਸਮਰੱਥਾ A 34000-53000 ਖਾਸ ਪ੍ਰਤੀਰੋਧ ਇਲੈਕਟ੍ਰੋਡ μΩm 5.2-6.5 ਨਿੱਪਲ 3.2-4.3 ਫਲੈਕਸਰਲ ਸ...
-

ਨਿੱਪਲ ਨਿਰਮਾਤਾਵਾਂ ਦੇ ਨਾਲ ਗ੍ਰੈਫਾਈਟ ਇਲੈਕਟ੍ਰੋਡਸ ...
ਟੈਕਨੀਕਲ ਪੈਰਾਮੀਟਰ ਪੈਰਾਮੀਟਰ ਪਾਰਟ ਯੂਨਿਟ HP 300mm(12”) ਡਾਟਾ ਨਾਮਾਤਰ ਵਿਆਸ ਇਲੈਕਟ੍ਰੋਡ ਮਿਲੀਮੀਟਰ (ਇੰਚ) 300(12) ਅਧਿਕਤਮ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 307 ਘੱਟੋ-ਘੱਟ ਵਿਆਸ ਮਿਲੀਮੀਟਰ 302 ਨਾਮਾਤਰ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1600/1800 ਅਧਿਕਤਮ ਲੰਬਾਈ ਮਿਲੀਮੀਟਰ 1700/1019 ਮਿ.ਮੀ. ਮੌਜੂਦਾ ਘਣਤਾ KA/cm2 17-24 ਕਰੰਟ ਕੈਰੀ ਕਰਨ ਦੀ ਸਮਰੱਥਾ A 13000-17500 ਖਾਸ ਪ੍ਰਤੀਰੋਧ ਇਲੈਕਟ੍ਰੋਡ μΩm 5.2-6.5 ਨਿੱਪਲ 3.5-4.5 ਫਲੈਕਸੂ...





